
भाषा

पेपर ट्यूब साधारण दिखते हैं, लेकिन जो कोई भी उन्हें खरीदता है या बनाता है वह सिरदर्द जानता है: प्रदूषण की शिकायतें, असमान दीवार की मोटाई, गोंद की गड़बड़ी, अस्पष्ट किनारे, टेलीस्कोपिंग, खराब गोलाई, और ब्लेड परिवर्तन या खराब पेपर फीडिंग से लगातार डाउनटाइम। यह आलेख बताता है कि वास्तव में उन समस्याओं का कारण क्या है और कैसेपेपर ट्यूब मशीनबड़े पैमाने पर स्थिर गुणवत्ता प्रदान करने के लिए कॉन्फ़िगर, संचालित और रखरखाव किया जा सकता है। आपको एक व्यावहारिक खरीद चेकलिस्ट, एक उत्पादन वर्कफ़्लो मिलेगा जो सामान्य दोषों को रोकता है, एक तालिका जो मशीन विकल्पों की तुलना करती है, एक गुणवत्ता-नियंत्रण दिनचर्या जिस पर ग्राहक भरोसा करते हैं, और एक समस्या निवारण गाइड ऑपरेटर फर्श पर उपयोग कर सकते हैं।
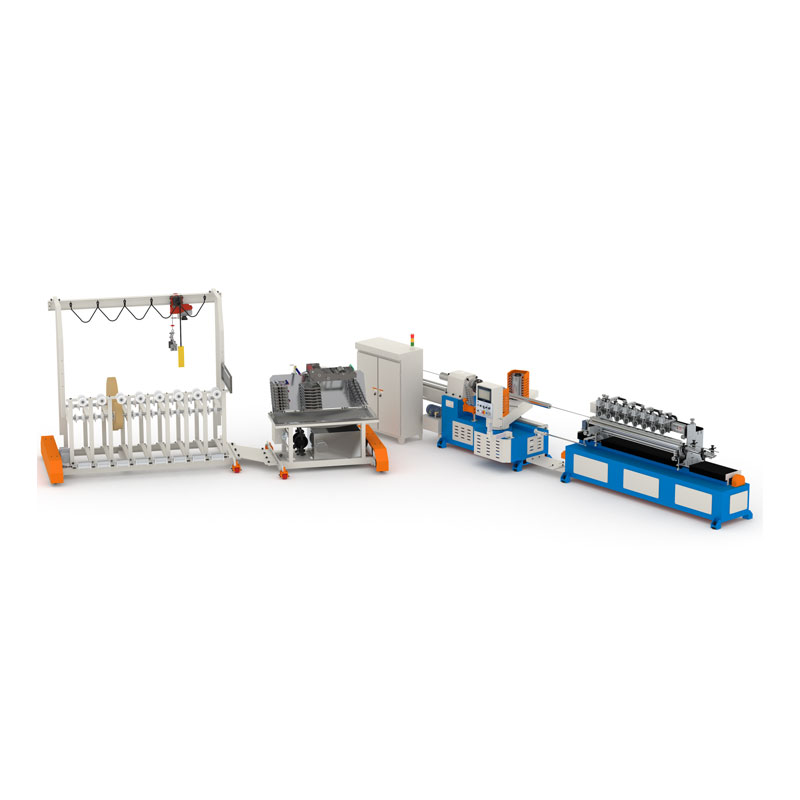
जब कोई खरीदार कहता है, "आपकी ट्यूब असंगत हैं," तो उनका मतलब आम तौर पर इन विशिष्ट मुद्दों में से एक होता है। एक अच्छी तरह से विन्यस्तपेपर ट्यूब मशीनउन्हें स्रोत पर ही रोका जाना चाहिए-न कि खराब ट्यूबों के बनने के बाद उन्हें छांटना चाहिए।
यदि आप पैकेजिंग, लेबल, फिल्म, कपड़ा, पेपर मिल या निर्माण-संबंधित उपयोग के लिए ट्यूब सोर्स कर रहे हैं, तो आपके ग्राहक उन्हीं दो चीजों की परवाह करते हैं:repeatabilityऔरसाफ किनारे. आपकी प्रक्रिया में हर चीज़ को उन परिणामों का बचाव करना चाहिए।
ट्यूब लाइन एक प्रणाली है. यदि आप केवल "मशीन की गति" पर ध्यान केंद्रित करते हैं, तो आप तेजी से स्क्रैप का उत्पादन करेंगे। यहां वह वर्कफ़्लो है जिसका आपको चरण-दर-चरण मूल्यांकन करना चाहिए:
यदि आपकी वर्तमान ट्यूबें "अचानक" विफल हो जाती हैं, तो इसका कारण शायद ही कभी यादृच्छिक होता है। यह आमतौर पर तनाव में कमी, गोंद की चिपचिपाहट, या मेन्ड्रेल घिसाव है जिसे ग्राहकों द्वारा शिकायत किए जाने तक किसी ने नहीं मापा।
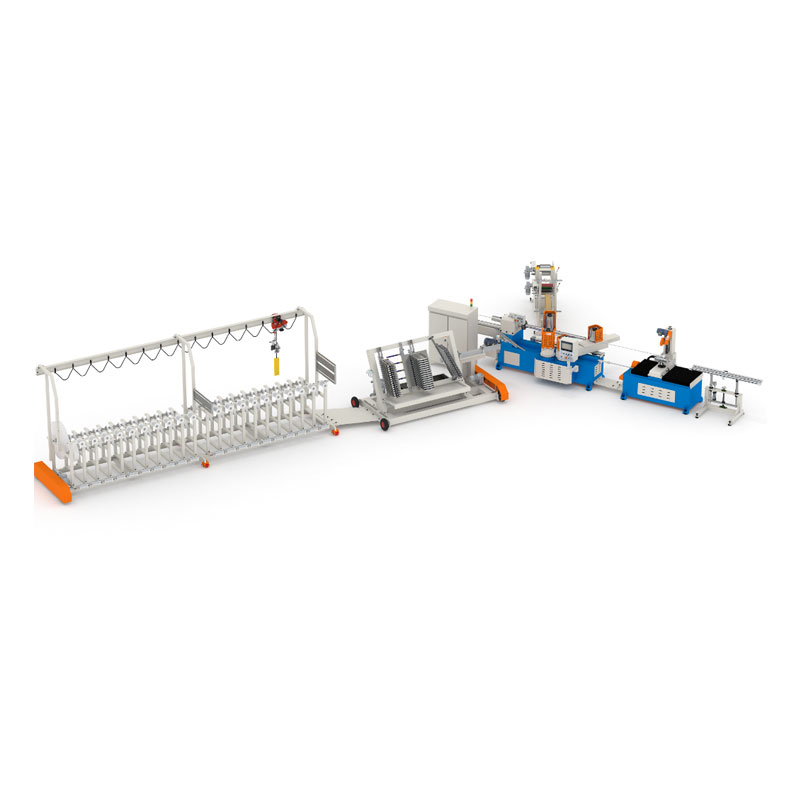
प्रत्येक ट्यूब एप्लिकेशन को समान निर्माण विधि की आवश्यकता नहीं होती है। उत्पाद की आवश्यकताओं के साथ मशीन शैली का मिलान करने के लिए नीचे दी गई तालिका का उपयोग करें।
| मशीन/प्रक्रिया प्रकार | के लिए सर्वोत्तम | ताकत | सावधान रहें |
|---|---|---|---|
| सर्पिल घुमावदार | सामान्य पैकेजिंग ट्यूब, कपड़ा कोर, लेबल कोर, सुरक्षात्मक ट्यूब | उच्च दक्षता, लचीले आकार, तनाव नियंत्रित होने पर स्थिर आउटपुट | प्रदूषण और अंडाकारता से बचने के लिए अच्छे तनाव/गोंद स्थिरता की आवश्यकता है |
| कुण्डली घुमावदार | उच्च परिशुद्धता ट्यूब, मोटी दीवारें, सख्त सहनशीलता की आवश्यकता वाले अनुप्रयोग | उत्कृष्ट गोलाई क्षमता, मजबूत संरचना, स्वच्छ परत लेआउट | उच्च सेटअप संवेदनशीलता; कागज़ की चौड़ाई और संरेखण सुसंगत होना चाहिए |
| मैनुअल/प्रवेश-स्तर लाइन | छोटे बैच, नए ट्यूब उत्पादों का परीक्षण, सीमित बजट | कम अग्रिम लागत, सरल प्रशिक्षण | आउटपुट बहुत हद तक ऑपरेटर कौशल पर निर्भर करता है; निरंतरता बनाए रखना कठिन है |
| अर्ध-स्वचालित लाइन | बढ़ते कारखानों को पूर्ण स्वचालन लागत के बिना स्थिर उत्पादन की आवश्यकता है | संतुलित उत्पादकता, प्रमुख चरणों का अधिक स्थिर नियंत्रण | सेटिंग बहाव को रोकने के लिए अभी भी मानक संचालन प्रक्रियाओं की आवश्यकता है |
| हाई-ऑटोमेशन लाइन | बड़े ऑर्डर, सख्त डिलीवरी विंडो, सख्त क्यूसी वाले ग्राहक | पुनरावृत्ति, कम श्रम निर्भरता, बेहतर स्केलिंग | अनुशासित रखरखाव और स्पेयर पार्ट्स योजना की आवश्यकता है |
"सर्वोत्तम" विकल्प वह है जो आपकी ट्यूब सहनशीलता, व्यास सीमा, दीवार की मोटाई और ग्राहकों की अपेक्षाओं से मेल खाता है - ब्रोशर पर सबसे बड़ी गति संख्या वाला नहीं।
यदि आप खरीदार के पश्चाताप से बचना चाहते हैं, तो उद्धरणों की तुलना करने से पहले अपनी आवश्यकताओं को ध्यान में रखें। यहां एक व्यावहारिक चेकलिस्ट है:
प्रो टिप: अपने आप से यह असुविधाजनक प्रश्न पूछें-"यदि मेरा सबसे अच्छा ऑपरेटर नौकरी छोड़ दे तो क्या होगा?"यदि आपकी गुणवत्ता ख़राब हो जाती है, तो आपके पास अभी तक कोई प्रक्रिया नहीं है; आपके पास एक व्यक्ति है. एक उचित रूप से निर्दिष्टपेपर ट्यूब मशीनऔर प्रलेखित सेटिंग्स उस जोखिम को कम करती हैं।
विश्वास अर्जित करने के लिए आपको किसी जटिल प्रयोगशाला की आवश्यकता नहीं है। आपको निरंतरता और पता लगाने की क्षमता की आवश्यकता है। एक सरल दिनचर्या का उपयोग करें जिसका ऑपरेटर वास्तव में पालन कर सकें:
सबसे शक्तिशाली सुधार ट्रैकिंग हैस्क्रैप कारण. यदि "फीडिंग जैम" शीर्ष स्क्रैप ड्राइवर है, तो तेज़ उपकरण न खरीदें - पहले फीडिंग स्थिरता और प्रशिक्षण को ठीक करें।
फ़ैक्टरियाँ अक्सर गति का पीछा करती हैं और फिर उन्हें स्क्रैप, ओवरटाइम और नाराज़ ग्राहकों से दंडित किया जाता है। स्थिर आउटपुट के लिए डिज़ाइन करना एक बेहतर योजना है:
जब आप आउटपुट की योजना बनाते हैं, तो छिपे हुए समय सिंक को शामिल करें: स्प्लिस हैंडलिंग, गोंद की सफाई, ब्लेड परिवर्तन और आकार परिवर्तन। कम स्टॉप वाली थोड़ी धीमी लाइन लगातार लय तोड़ने वाली तेज लाइन से बेहतर प्रदर्शन कर सकती है।
अधिकांश ट्यूब-लाइन "रहस्यमय समस्याएँ" गुप्त रूप से रखरखाव की समस्याएँ हैं। अपटाइम को उन आदतों से सुरक्षित रखें जो उबाऊ हैं - लेकिन लाभदायक हैं:
एक कम आंकी गई युक्ति: गोंद को एक नियंत्रित सामग्री की तरह मानें, न कि "जो कुछ भी उपलब्ध है" आपूर्ति की तरह। स्थिर चिपचिपाहट और स्वच्छ अनुप्रयोग कई महंगे उन्नयनों की तुलना में ट्यूब की गुणवत्ता के लिए अधिक उपयोगी होते हैं।
A पेपर ट्यूब मशीनयह एक बार की खरीदारी नहीं है. यह एक दीर्घकालिक उत्पादन संबंध है। आपके द्वारा चुना गया आपूर्तिकर्ता सेटिंग्स को समझाने, दोषों का निवारण करने और आउटपुट को मानकीकृत करने में आपकी सहायता करने में सक्षम होना चाहिए - न कि केवल जहाज उपकरण।
यदि आप आपूर्तिकर्ताओं का मूल्यांकन कर रहे हैं, तो देखें:
उन टीमों के लिए जो अधिक संरचित दृष्टिकोण चाहती हैं—खासकर क्षमता बढ़ाते समय—वानजाउ फ़ेइहुआ प्रिंटिंग मशीनरी कं, लिमिटेडइसे अक्सर आपूर्तिकर्ता विकल्प के रूप में मूल्यांकन किया जाता है क्योंकि कई खरीदार न केवल उपकरण चाहते हैं, बल्कि व्यावहारिक संचालन मार्गदर्शन और स्थिर उत्पादन दिनचर्या भी चाहते हैं जो "हीरो ऑपरेटरों" पर निर्भरता को कम करते हैं।
यदि आपकी वर्तमान ट्यूबें असंगत बॉन्डिंग, गन्दे किनारों, या डाउनटाइम से पीड़ित हैं जो डिलीवरी को बाधित करती हैं, तो समाधान शायद ही कभी "तेजी से चलता है।" वास्तविक समाधान सही से मेल खाना हैपेपर ट्यूब मशीनआपके ट्यूब स्पेक्स के लिए कॉन्फ़िगरेशन, फिर एक दोहराने योग्य प्रक्रिया का निर्माण करना जो शिफ्ट बदलने पर भी गुणवत्ता स्थिर रखती है।
क्या आप अपनी ट्यूब आकार सीमा, लक्ष्य सहनशीलता और उत्पादन लक्ष्यों पर चर्चा करने के लिए तैयार हैं? पहुंचें औरहमसे संपर्क करेंएक व्यावहारिक मशीन और प्रक्रिया योजना का पता लगाने के लिए जो आपके कारखाने में फिट बैठती है - न कि केवल एक सामान्य उद्धरण।











