
भाषा

लेख सारांश
पेपर ट्यूब हर जगह दिखाई देते हैं - पैकेजिंग, कपड़ा, लेबल, सुरक्षात्मक कोर, यहां तक कि निर्माण फॉर्म भी। लेकिन जैसे ही मांग बढ़ती है, कई निर्माता एक ही दीवार पर प्रहार करते हैं: असंगत ट्यूब ताकत, गन्दी गोंद लाइनें, अस्थिर व्यास, उच्च स्क्रैप दरें, और जाम और धीमी गति से बदलाव के कारण असुविधाजनक डाउनटाइम। यह मार्गदर्शिका बताती है कि पेपर ट्यूब उत्पादन में आम तौर पर क्या गलतियाँ होती हैं, उपकरण खरीदने से पहले क्या मूल्यांकन करना है, और एक स्थिर, दोहराने योग्य प्रक्रिया कैसे बनानी है जो मजबूत, स्वच्छ, ग्राहक-तैयार ट्यूब प्रदान करती है। आपको बेहतर खरीदारी निर्णयों का समर्थन करने के लिए एक व्यावहारिक चेकलिस्ट, प्रमुख मशीन सुविधाओं की तुलना तालिका और अक्सर पूछे जाने वाले प्रश्न भी मिलेंगे।
विषयसूची
यदि आपको कभी भी सोमवार को "संपूर्ण" ट्यूब और गुरुवार को अस्वीकृति की लहर मिली है, तो आप अकेले नहीं हैं। पेपर ट्यूब का उत्पादन भ्रामक है संवेदनशील: कागज की नमी, चिपकने वाली चिपचिपाहट, घुमावदार तनाव, या ब्लेड की तीक्ष्णता में छोटे परिवर्तन गुणवत्ता में कमी को ट्रिगर कर सकते हैं। जब ग्राहक शिकायत करते हैं, तो वे आमतौर पर सिर्फ नकचढ़े नहीं होते हैं - उनकी मशीनें डाउनस्ट्रीम (प्रिंटिंग, स्लिटिंग, रिवाइंडिंग, लेमिनेशन, टेक्सटाइल वाइंडिंग) भी संवेदनशील हैं। यहां वे दर्द बिंदु हैं जिनका खरीदार सबसे अधिक उल्लेख करते हैं, साथ ही उनके पीछे आमतौर पर क्या है।
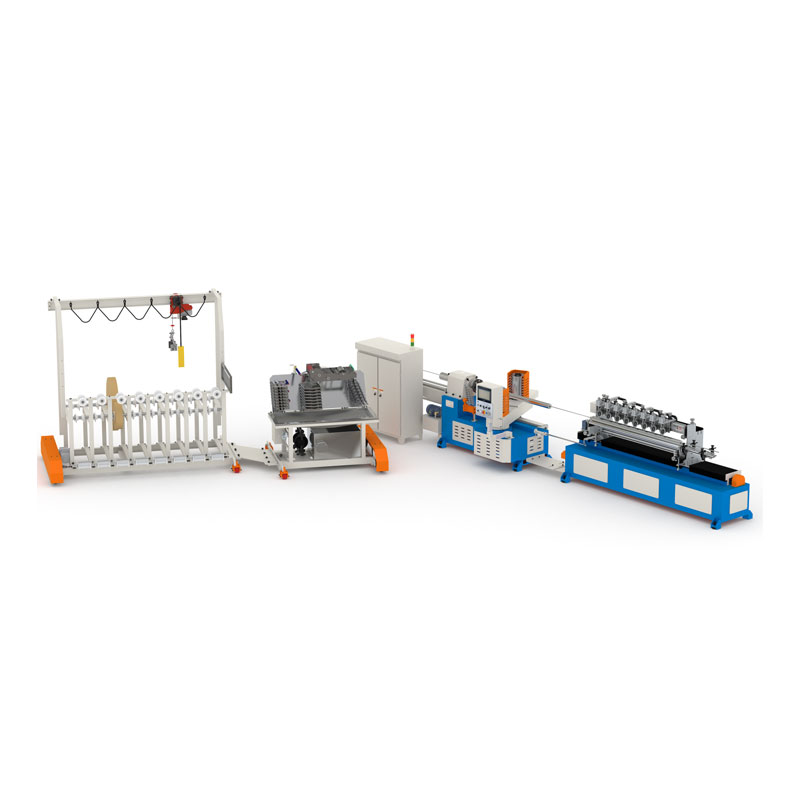
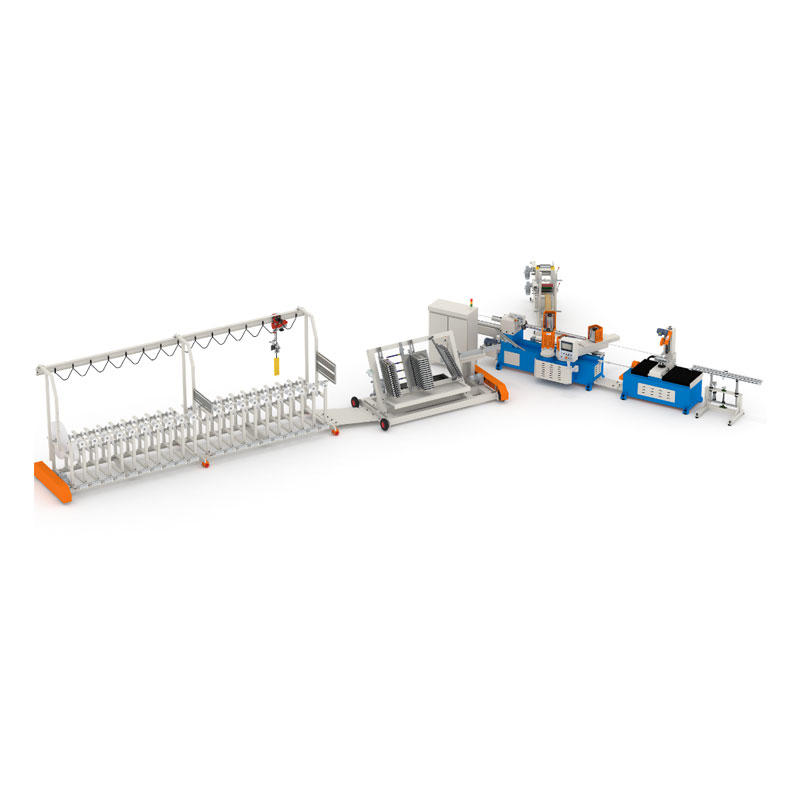
एक विश्वसनीयपेपर ट्यूब मशीनसिर्फ "चलाना" नहीं है। यह आपके ऑपरेटरों को हर शिफ्ट में इसे उसी तरह चलाने में मदद करता है - ताकि आपकी ट्यूब स्थिर रहें तब भी जब उत्पादन की मात्रा बढ़ती है या नए कर्मचारी लाइन में शामिल होते हैं।
अलग-अलग उद्योग अलग-अलग सहनशीलता की परवाह करते हैं, लेकिन अधिकांश खरीदार ट्यूबों का मूल्यांकन एक ही आधार पर करते हैं: फिट, ताकत, सतह, और कट गुणवत्ता। यदि आप कम विवाद और तेजी से स्वीकृतियां चाहते हैं, तो अपने आंतरिक लक्ष्यों को पहले से परिभाषित करें।
| गुणवत्ता वाली वस्तु | यह ग्राहकों के लिए क्यों मायने रखता है | विफल होने पर विशिष्ट मूल कारण |
|---|---|---|
| भीतरी व्यास स्थिरता | रिवाइंडिंग या प्रिंटिंग शाफ्ट पर डगमगाने, फिसलन और कंपन को रोकता है | मेन्ड्रेल घिसाव, तनाव बहाव, कागज का गलत संरेखण, असमान घुमावदार दबाव |
| गोलाई (कम अंडाकारता) | उच्च गति से दौड़ने के दौरान फिट में सुधार होता है और किनारे की क्षति कम हो जाती है | असंतुलित तनाव, असंगत कागज की मोटाई, खराब टूलींग संरेखण |
| बंधन की मजबूती और परत की अखंडता | प्रदूषण, पतन और कोर क्रैकिंग को रोकता है | गलत गोंद चिपचिपापन, कम कवरेज, अपर्याप्त इलाज का समय, कागज की नमी |
| अत्याधुनिक सफाई | धूल को कम करता है, हैंडलिंग सुरक्षा में सुधार करता है, स्वच्छ पैकेजिंग उपस्थिति का समर्थन करता है | कुंद ब्लेड, गलत कटर गति, कंपन, मिसफीड |
| सतह की उपस्थिति और गोंद नियंत्रण | ब्रांडेड पैकेजिंग और रिटेल-फेसिंग ट्यूबों के लिए महत्वपूर्ण | गोंद का अत्यधिक प्रयोग, असमान कोटिंग, अस्थिर फ़ीड, गंदे रोलर्स |
विषय पर ध्यान दें: मशीन केवल आधी कहानी है। सर्वोत्तम परिणाम एक मशीन डिज़ाइन से आते हैं जो सुसंगत मापदंडों का समर्थन करता है, साथ ही एक उत्पादन टीम जो माप और मानकीकरण करती है।
मॉडलों की तुलना करने से पहले, अपने ट्यूब "परिवार" को परिभाषित करें। एक मशीन जो मोटी दीवार वाले औद्योगिक कोर में उत्कृष्टता प्राप्त करती है, उसके लिए अक्षम हो सकती है छोटी, पतली दीवार वाली पैकेजिंग ट्यूब, और इसके विपरीत। खुद से पूछें:
एक बार जब आप अपने उत्पाद मिश्रण को मैप कर लें, तो एक मशीन कॉन्फ़िगरेशन चुनें जो "कठोर भागों" की सुरक्षा करता है: स्थिर घुमावदार तनाव, नियंत्रित गोंद अनुप्रयोग, सटीक कटिंग, और आकारों के बीच दोहराए जाने योग्य समायोजन। यह वह जगह है जहां एक अनुभवी निर्माता आपको महीनों के परीक्षण और त्रुटि से बचा सकता है।
उदाहरण के लिए,वानजाउ फ़ेइहुआ प्रिंटिंग मशीनरी कं, लिमिटेडउन ग्राहकों का समर्थन करता है जो एक भरोसेमंद पेपर ट्यूब लाइन चाहते हैं जो हो सके उनकी ट्यूब रेंज, प्लांट लेआउट और ऑपरेटर आदतों के आसपास कॉन्फ़िगर किया गया है - क्योंकि वास्तविक उत्पादन सफलता इस बात पर निर्भर करती है कि मशीन कैसी है आपके फर्श पर व्यवहार करता है, ब्रोशर में नहीं।
जब खरीदार केवल अधिकतम गति पर ध्यान केंद्रित करते हैं, तो वे अक्सर इसके लिए बाद में स्क्रैप और डाउनटाइम में भुगतान करते हैं। इसके बजाय, आउटपुट देने वाली सुविधाओं का मूल्यांकन करें दोहराने योग्य और नियंत्रित करने में आसान। यहां बताया गया है कि आम तौर पर सबसे बड़ा प्रभाव क्या होता है:
विकल्पों की तुलना करने का एक उपयोगी तरीका व्यावसायिक परिणामों में सुविधाओं का अनुवाद करना है: कम ग्राहक शिकायतें, कम स्क्रैप, तेज़ बदलाव, और आसान प्रशिक्षण. यदि कोई आपूर्तिकर्ता यह समझा सकता है कि उनका डिज़ाइन उन जोखिमों को कैसे कम करता है, तो वे संभवतः वास्तविक उत्पादन को समझेंगे।
यहां तक कि एक मजबूत पेपर ट्यूब मशीन भी अस्थिर इनपुट से हमेशा के लिए "लड़" नहीं सकती है। सुसंगत ट्यूबों के लिए सबसे तेज़ मार्ग बुनियादी बातों को मानकीकृत करना है: कागज, गोंद, वाइंडिंग सेटिंग्स, और कटिंग सेटिंग्स। यहां एक व्यावहारिक दृष्टिकोण है जिसे आप शीघ्रता से लागू कर सकते हैं।
यदि आप एक सरल मानसिकता चाहते हैं: अंत में दोषों का पीछा न करें। छोटी-छोटी जाँचों और सुसंगत नुस्ख़ों से बहाव को जल्दी पकड़ें। यही चीज़ ट्यूब निर्माण को "ऑपरेटर प्रतिभा" से एक स्केलेबल प्रक्रिया में बदल देती है।
अधिकांश अचानक उत्पादन विफलताएँ यादृच्छिक नहीं होती हैं - वे छोटे उपेक्षित मुद्दों के विलंबित परिणाम होते हैं। एक संक्षिप्त, लगातार रखरखाव दिनचर्या अक्सर "बड़े मरम्मत के दिनों" को पीछे छोड़ देती है जो गुणवत्ता में पहले ही गिरावट के बाद आते हैं।
इसके अलावा: एक साधारण लॉग रखें. जब कोई दोष दिखाई देता है, तो तारीख, ट्यूब प्रकार, पेपर बैच, गोंद सेटिंग, गति और शिफ्ट पर कौन था, रिकॉर्ड करें। पैटर्न आपकी अपेक्षा से अधिक तेजी से दिखाई देने लगते हैं—और वे पैटर्न हैं कि आप आपात स्थितियों को दोहराने के बजाय मूल कारणों को कैसे ठीक करते हैं।
यदि आप अस्थिर ट्यूब आयामों, बॉन्डिंग समस्याओं, या डाउनटाइम से जूझ रहे हैं जो आपके मार्जिन को खा रहा है, तो बस "अधिक जोर से ट्यून न करें।" अपनी ट्यूब रेंज को परिभाषित करें, अपनी प्रक्रिया व्यंजनों को लॉक करें, और ऐसे उपकरण चुनें जो ऑपरेटरों के लिए स्थिरता को आसान बनाते हैं - हर शिफ्ट में, न कि केवल पर एक अच्छा दिन.
क्या आप पेपर ट्यूब मशीन कॉन्फ़िगरेशन को अपने सटीक ट्यूब आकार, सामग्री और आउटपुट लक्ष्यों से मेल खाना चाहते हैं? पहुंचने तकवानजाउ फ़ेइहुआ प्रिंटिंग मशीनरी कं, लिमिटेडऔर हमसे संपर्क करेंअपनी आवश्यकताओं पर चर्चा करने और व्यावहारिक अनुशंसाएँ प्राप्त करने के लिए एक स्वच्छ, अधिक सुसंगत उत्पादन लाइन के लिए।











