
भाषा

A पेपर टीउबे मशीनसतह पर सीधा दिख सकता है - कागज को रोल करें, चिपकने वाला लगाएं, लंबाई में काटें। वास्तविक कारखानों में, दर्द बिंदु तेजी से दिखाई देते हैं: अस्थिर ट्यूब ताकत, गोंद की गड़बड़ी, बार-बार डाउनटाइम, धीमी गति से आकार परिवर्तन, और असंगत कटौती जो अपशिष्ट और ग्राहक शिकायतें पैदा करती हैं। यह लेख ट्यूब बनाने की प्रक्रिया, सबसे आम उत्पादन सिरदर्द और वास्तव में मशीन क्षमताओं को तोड़ता है उन्हें हल करें. आपको एक व्यावहारिक खरीदारी चेकलिस्ट, एक फीचर-टू-पेन-पॉइंट टेबल और एक रखरखाव प्लेबुक भी मिलेगी ताकि आप इसे चला सकें कम आश्चर्य के साथ स्थिर बदलाव।
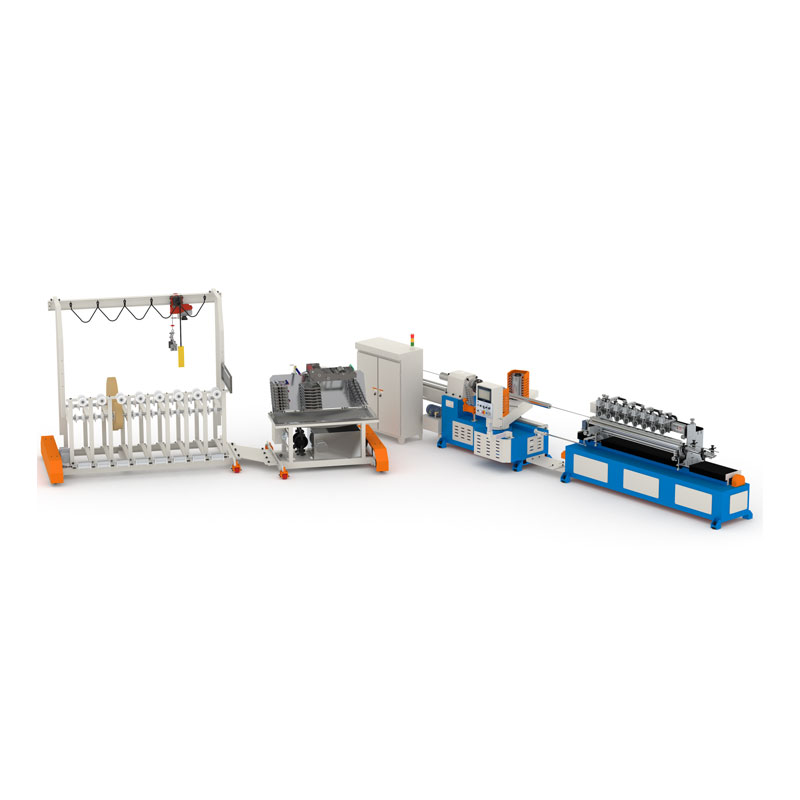
A पेपर ट्यूब मशीनएक मेन्ड्रेल (जिसे कभी-कभी शाफ्ट या कोर भी कहा जाता है) के चारों ओर कागज की कई परतों को लपेटकर ट्यूब बनाता है, उन्हें चिपकने वाले पदार्थ से जोड़ना, फिर ट्यूब को आवश्यक लंबाई तक काटना। आपके उद्योग के आधार पर, तैयार ट्यूब एक पैकेजिंग ट्यूब हो सकती है, एक फिल्म या कपड़ा कोर, एक मिश्रित कैन बॉडी, या एक सुरक्षात्मक आस्तीन के रूप में उपयोग की जाने वाली संरचनात्मक ट्यूब।
एक "ट्यूब मेकर" जो केवल काम करता है और एक लाइन जो पैसे छापती है (विनम्रतापूर्वक) के बीच अंतर स्थिरता है: लगातार तनाव, लगातार चिपकने वाला अनुप्रयोग, लगातार घुमावदार दबाव और लगातार काटना। जब वे चर बहते हैं, तो आपको कमजोर ट्यूब, अंडाकारता, प्रदूषण, धूल, गोंद संदूषण, या खराब लंबाई सहनशीलता मिलती है।
दर्द बिंदु 1: असंगत ट्यूब शक्ति
ग्राहक इस बात की परवाह नहीं करते कि कागज के बैच अलग-अलग होते हैं या नमी रातों-रात बदल जाती है। यदि ट्यूब कुचल जाती है, नष्ट हो जाती है, या वाइंडिंग/पैकिंग के दौरान ढह जाता है, तो आप भरोसा और मार्जिन खो देते हैं। ताकत के मुद्दे आमतौर पर पेपर तनाव नियंत्रण से जुड़े होते हैं, चिपकने वाली एकरूपता, और घुमावदार दबाव स्थिरता।
दर्द बिंदु 2: गोंद की गड़बड़ी और अस्थिर संबंध
बहुत अधिक चिपकने वाला पदार्थ फिसलन, संदूषण और सफाई में रुकावट का कारण बनता है। बहुत कम मात्रा में गंदगी और जोड़ कमजोर हो जाते हैं। एक नियंत्रित गोंद वितरण पथ (और एक ऑपरेटर-अनुकूल सफाई दिनचर्या) अक्सर सबसे तेज़ आरओआई अपग्रेड होता है।
दर्द बिंदु 3: धीमा बदलाव
यदि व्यास या दीवार की मोटाई बदलने में हमेशा समय लगता है, तो आप उत्पाद की विविधता से बचेंगे और ऑर्डर चूक जाएंगे। तेज़ आकार परिवर्तन त्वरित-समायोजन तंत्र, स्पष्ट सेटअप संदर्भ और स्थिर डिजिटल व्यंजनों पर निर्भर करते हैं।
दर्द बिंदु 4: खराब काटने की सटीकता और खुरदुरे किनारे
खराब कटौती लंबाई के बेमेल, गड़गड़ाहट, कुचले हुए सिरे और ग्राहकों की शिकायतों के रूप में दिखाई देती है। काटने की स्थिरता कठोरता, ब्लेड की स्थिति, ट्यूब फ़ीड गति के साथ सिंक्रनाइज़ेशन पर निर्भर करती है। और धूल से निपटने की एक स्वच्छ विधि।
यदि आप किसी नई लाइन का मूल्यांकन कर रहे हैं, तो यह पूछकर शुरुआत न करें कि "अधिकतम गति क्या है?" पूछकर प्रारंभ करें: "हमारे ट्यूब स्पेक्स में, गुणवत्ता में बदलाव के बिना पूरी शिफ्ट के लिए कौन सी गति स्थिर रहती है?"
प्रक्रिया को समझने से आपको यह पता लगाने में मदद मिलती है कि अस्थिरता कहाँ से आती है। अधिकांश पेपर ट्यूब उत्पादन इस क्रम का अनुसरण करता है:
एक स्थिरपेपर ट्यूब मशीनयह "एक विशेषता" नहीं है। यह एक श्रृंखला है: यदि तनाव बढ़ता है, तो गोंद असमान हो जाता है; यदि गोंद असमान है, घुमावदार दबाव अलग तरह से व्यवहार करता है; यदि वाइंडिंग का दबाव बदलता है, तो कटिंग की गुणवत्ता बदल जाती है। अच्छे उपकरण श्रृंखला को पूर्वानुमानित बनाते हैं।
यहां ऐसी क्षमताएं हैं जो तब सबसे ज्यादा मायने रखती हैं जब उत्पादन वास्तविक हो, सैद्धांतिक नहीं:
| उत्पादन समस्या | मशीन की क्षमता जो मदद करती है | मूल्यांकन के दौरान आपको क्या देखना चाहिए? |
|---|---|---|
| ट्यूब का प्रदूषण/कमजोर संबंध | स्थिर चिपकने वाला अनुप्रयोग और नियंत्रित गोंद पथ | यहां तक कि गोंद फिल्म, साफ करने में आसान हिस्से, आपके पेपर व्याकरण और ट्यूब की मोटाई के लिए स्पष्ट सेटअप रेंज |
| अंडाकार ट्यूब/खराब गोलाई | कठोर गठन प्रणाली और स्थिर घुमावदार दबाव | लगातार ट्यूब ओडी/आईडी रीडिंग, न्यूनतम कंपन, आपकी लक्षित गति पर सुचारू रूप से चलना |
| झुर्रियाँ और परत का गलत संरेखण | अच्छा पेपर मार्गदर्शन और तनाव स्थिरता | स्वच्छ वेब पथ, विश्वसनीय ब्रेकिंग/नियंत्रण, रील परिवर्तन के बाद दोहराने योग्य संरेखण |
| खुरदुरे किनारे/लंबाई बेमेल | सटीक कटिंग सिंक्रोनाइज़ेशन | लंबे समय तक नमूनों को काटें: गड़गड़ाहट, कुचले हुए सिरे, लंबाई सहनशीलता की स्थिरता की जांच करें |
| स्टार्टअप के दौरान बहुत अधिक स्क्रैप | त्वरित सेटअप संदर्भ और ऑपरेटर-अनुकूल नियंत्रण | आसान पैरामीटर समायोजन, स्पष्ट संकेतक, पुनरारंभ के बाद स्थिर परिणाम |
| सफ़ाई और जाम से डाउनटाइम | रखरखाव पहुंच और पूर्वानुमानित उपभोग्य वस्तुएं | सरल सफाई चरण, सुलभ गोंद/काटने वाले क्षेत्र, मानक पहनने वाले हिस्से |
ध्यान दें कि क्या कमी है: अस्पष्ट वादे। सबसे अच्छी खरीदारी संबंधी बातचीत आपके ट्यूब स्पेक्स और आपकी शिफ्ट रियलिटी के इर्द-गिर्द घूमती है। यदि कोई आपूर्तिकर्ता समझा सकता है कि उनका कैसेपेपर ट्यूब मशीनलंबे समय तक स्थिर रहता है—विशेषकर रील परिवर्तन और पुनरारंभ के दौरान— तभी आप एक अच्छे निर्णय के करीब पहुंच रहे हैं।
उद्धरणों की तुलना करने से पहले, अपनी आवश्यकताओं को लॉक कर लें। एक मशीन जो पतली दीवार वाली पैकेजिंग ट्यूबों के लिए बिल्कुल उपयुक्त है, वह भारी औद्योगिक कोर के लिए गलत हो सकती है। "लगभग सही" खरीदने से बचने के लिए नीचे दी गई चेकलिस्ट का उपयोग करें।
अपनी ट्यूब आवश्यकताओं को परिभाषित करें
प्रूफ़ रन मानसिकता के लिए पूछें
| क्या मान्य करें | इसे कैसे सत्यापित करें | उत्तीर्ण/असफल सुराग |
|---|---|---|
| आयामी स्थिरता (OD/ID/गोलाकार) | लंबे समय तक और पुनः आरंभ करने के बाद ट्यूबों को मापें | न्यूनतम बहाव, लगातार घुंडी घुमाए बिना स्थिर रीडिंग |
| बंधन शक्ति स्थिरता | क्रॉस-सेक्शन काटें और परत बंधन एकरूपता की जांच करें | कोई स्पष्ट शुष्क क्षेत्र नहीं, कोई अत्यधिक गोंद निचोड़ा नहीं |
| गुणवत्ता में कटौती | गड़गड़ाहट/कुचलने के लिए सिरों का निरीक्षण करें; लंबाई सहनशीलता सत्यापित करें | किनारों को साफ करें और बैचों में दोहराने योग्य लंबाई |
| ऑपरेटर का अनुभव | ऑपरेटरों को रील चेंज + रीस्टार्ट प्रक्रियाएं चलाने के लिए कहें | प्रक्रिया शांत रहती है; सेटअप स्पष्ट और दोहराने योग्य है |
| रखरखाव यथार्थवाद | सफाई से गुजरें + वियर पार्ट प्रतिस्थापन चरण | सुलभ डिज़ाइन और सरल दिनचर्या जिन्हें छोड़ा नहीं जाएगा |
ट्यूब उत्पादन के लिए गुणवत्ता नियंत्रण को जटिल होने की आवश्यकता नहीं है; इसे सुसंगत रखने की आवश्यकता है। यदि आप चला रहे हैंपेपर ट्यूब मशीनबड़े पैमाने पर, छोटा बहाव तेजी से महंगा हो जाता है।
प्रो टिप: यदि आपका स्क्रैप "बेतरतीब ढंग से" बढ़ता है, तो यह आमतौर पर यादृच्छिक नहीं होता है - जब ऐसा होता है तो ट्रैक करें (रील बदलने के बाद, रुकने के बाद, आर्द्र अवधि में), और आपको एक पैटर्न मिलेगा जिसे आप ठीक कर सकते हैं।
अपटाइम एक रणनीति है, कोई इच्छा नहीं। रखने का सबसे आसान तरीकापेपर ट्यूब मशीनस्थिर का अर्थ रखरखाव को उत्पादन के हिस्से की तरह मानना है। यहां एक व्यावहारिक दृष्टिकोण है जिसका उपयोग कई पौधे करते हैं:
| आवृत्ति | क्या करें | यह क्यों मायने रखती है |
|---|---|---|
| प्रति पाली | चिपकने वाले संपर्क क्षेत्रों को साफ करें, काटने के पास कागज की धूल हटा दें, स्पष्ट ढीलेपन की जांच करें | बिल्डअप को रोकता है जो बॉन्डिंग अस्थिरता और खराब कटौती का कारण बनता है |
| दैनिक | ब्लेड/उपकरणों का निरीक्षण करें, बुनियादी संरेखण गाइडों को सत्यापित करें, असामान्य शोर के लिए चलने वाले हिस्सों की जांच करें | स्क्रैप और डाउनटाइम बनने से पहले कैच जल्दी घिस जाते हैं |
| साप्ताहिक | स्नेहन दिनचर्या, गहरी सफाई, तनाव और भोजन स्थिरता की पुष्टि करती है | प्रक्रिया को स्थिर करता है और बहाव को रोकता है |
| महीने के | स्पेयर पार्ट्स इन्वेंट्री की समीक्षा करें, मुख्य पहनने वाले घटकों का निरीक्षण करें, ऑपरेटर को ताज़ा प्रशिक्षण दें | आपातकालीन रोक को कम करता है और टीमों के बीच संचालन को सुसंगत बनाए रखता है |
समस्या निवारण करते समय, लक्षणों से शुरुआत करें और पीछे की ओर काम करें: यदि कट खुरदरे हैं, तो तुरंत ब्लेड को दोष न दें - ट्यूब फ़ीड स्थिरता और कंपन की जांच करें। यदि प्रदूषण दिखाई देता है, तो तुरंत कागज को दोष न दें - चिपकने वाली एकरूपता और तनाव बहाव की जांच करें। शांत निदान हर बार पैनिक समायोजन को मात देता है।
उपकरण ख़रीदना एक बात है. वर्षों तक इसे सुचारू रूप से चलाना दूसरी बात है। एक अच्छे आपूर्तिकर्ता संबंध में आम तौर पर शामिल हैं: व्यावहारिक कमीशनिंग समर्थन, स्पष्ट संचालन मार्गदर्शन, सुलभ पहनने वाले हिस्से और समस्या निवारण के लिए उत्तरदायी सेवा। लक्ष्य सरल है: अपनी लाइन को पूर्वानुमानित रखें ताकि आपका डिलीवरी शेड्यूल विश्वसनीय बना रहे।
यदि आप सोर्सिंग कर रहे हैं वानजाउ फ़ेइहुआ प्रिंटिंग मशीनरी कं, लिमिटेड, बातचीत को एक उत्पादन योजना की तरह मानें: अपने ट्यूब विनिर्देश, अपनी भौतिक वास्तविकता और अपना आउटपुट लक्ष्य साझा करें - फिर पूछें कि मशीन लंबे समय तक कैसे स्थिर रहती है, पुनरारंभ होता है, और बार-बार आकार बदलता है। आपके द्वारा प्राप्त उत्तरों की गुणवत्ता आपको किसी ब्रोशर से कहीं अधिक बताएगी।
प्रश्न: पेपर ट्यूब मशीन के लिए कोटेशन का अनुरोध करने से पहले मुझे कौन सी जानकारी तैयार करनी चाहिए?
ए:अपनी ट्यूब व्यास सीमा, दीवार मोटाई सीमा, लंबाई सीमा, पेपर व्याकरण/प्लाई गिनती, चिपकने वाला प्रकार वरीयता, प्रति शिफ्ट लक्ष्य आउटपुट, और कोई विशेष आवश्यकताएं (अंत फिनिश, धूल नियंत्रण, सख्त सहनशीलता, लगातार आकार परिवर्तन) तैयार करें। आपके इनपुट जितने स्पष्ट होंगे, अनुशंसा उतनी ही सटीक होगी।
प्रश्न: मुझे कैसे पता चलेगा कि मेरी ट्यूब की मजबूती की समस्या मशीन से आती है या कच्चे कागज से?
ए:पैटर्न जांचें. यदि रील बदलने, रुकने, या आर्द्र बदलाव के बाद प्रदूषण बढ़ता है, तो प्रक्रिया स्थिरता (तनाव, गोंद एकरूपता, घुमावदार दबाव) शामिल होने की संभावना है। यदि यह सभी स्थितियों में लगातार होता है, तो कच्चे माल या चिपकने वाली संगतता चालक हो सकती है।
प्रश्न: कटिंग गुणवत्ता का मूल्यांकन करने का यथार्थवादी तरीका क्या है?
ए:कुछ नमूनों से निर्णय न लें. अपने विनिर्देशों पर लंबे समय तक चलने के लिए कहें, फिर समय-समय पर कटे हुए सिरों और लंबाई की स्थिरता का निरीक्षण करें - विशेष रूप से पुनः आरंभ करने के बाद। लगातार साफ-सफाई और सहनशीलता एक "परफेक्ट" कट से कहीं अधिक मायने रखती है।
प्रश्न: क्या उच्च गति हमेशा बेहतर होती है?
ए:केवल तभी जब गुणवत्ता पूरी शिफ्ट के लिए स्थिर रहे। बहते आयामों या बार-बार सफाई रुकने के साथ उच्च गति थोड़ी धीमी, स्थिर लाइन की तुलना में कम बिक्री योग्य आउटपुट उत्पन्न कर सकती है।
प्रश्न: कौन से रखरखाव कार्य सीधे तौर पर गुणवत्ता की रक्षा करते हैं?
ए:चिपकने वाले क्षेत्र की सफाई, काटने के पास धूल प्रबंधन, और कंपन और ढीलेपन की नियमित जांच बड़ी जीत है। ये "छोटे बहाव" को रोकते हैं जो चुपचाप स्क्रैप बनाता है।
क्या आप अपने ट्यूब विनिर्देशों और दैनिक आउटपुट लक्ष्य के अनुरूप सही पेपर ट्यूब मशीन तैयार करने के लिए तैयार हैं?
हमें अपनी व्यास सीमा, दीवार की मोटाई, लंबाई सहनशीलता, कागज का प्रकार और लक्ष्य क्षमता बताएं - और हम आपको एक व्यावहारिक कॉन्फ़िगरेशन बनाने में मदद करेंगे जो स्थिर उत्पादन, त्वरित बदलाव और साफ कटौती को प्राथमिकता देता है। यदि आप कम आश्चर्य और अधिक पूर्वानुमानित बदलाव चाहते हैं, हमसे संपर्क करेंआपके आवेदन पर चर्चा करने और एक अनुरूप समाधान का अनुरोध करने के लिए।











